旋盤バイトの研ぎ方
ガイド

目次
| 1 | 概要 | |
| 2 | グラインダ (Grinder) | |
| 3 | バイト (Bite) | |
| 4 | 謝辞 | |
| 5 | 参考文献 |
履歴
| editor | 唯野 |
| 2004.11.28 | 公開 |
| 2006.7.5 | 修正 |
| 2013.5.26 | 修正 |
| 2020.2.25 | 文字化け修正 |
概要
木工旋盤で用いるバイトの研ぎ方を 木工旋盤同好会 の鈴木さんより習ってきましたので忘れないうちにまとめておきます :-) 刃が切れなければうまく加工できない――は鉋でも鑿でもバイトでも同様ですので... ちなみにきれいに加工したければ 30 分ごとにバイトの刃を研がなければならないそうです。
グラインダ (Grinder)
まず、肝心のグラインダに関してですが、最も重要なのはグラインダに付ける砥石とのことでした。もちろん熱により焼きが戻ってしまってはいけないのですが(とはいえ旋盤用のバイトはハイス鋼(HSS)なので、熱に対しては手鉋の鋼よりも強い。また、いうまでもなく前提として砥面はドレッサーにより平面が出ていなければならない)、低速グラインダであることや TORMEK のような水冷式であることよりも、NORTON 社の砥石を使うだけでかなり違うとのことです。(逆にいうと低速グラインダだと時間がかかってしまうとのこと。)
 NORTON 社の砥石を薦める理由は砥粒が非常に細かく、それが研ぐに従って次々と剥落していくことにより砥石が目詰まりしにくく熱も高くなりにくいためです。(参考文献の書籍でも HSS のグラインディングにはよい選択とのコメントがあります。)実際、鈴木さんはバイトを研いでも水に入れずに研ぎ終えてしまいました。水に入れると刃の先端に細かい割れが入ってしまうとのお話でした。
NORTON 社の砥石を薦める理由は砥粒が非常に細かく、それが研ぐに従って次々と剥落していくことにより砥石が目詰まりしにくく熱も高くなりにくいためです。(参考文献の書籍でも HSS のグラインディングにはよい選択とのコメントがあります。)実際、鈴木さんはバイトを研いでも水に入れずに研ぎ終えてしまいました。水に入れると刃の先端に細かい割れが入ってしまうとのお話でした。
砥石の番手は #80 と #120 で、両頭グラインダに対して荒目が左に付けられています。これはバイトを旋回して研ぐとき、荒目が右だと左へ回した際に左の砥石にバイトが当たってしまうからとのことでした。(右利きならばでしょうが...)
鈴木さんの使っておられたグラインダは写真にもあるように BALDOR 社のものですが、私はバイト用のグラインダは低速でありさえすればよいと思っていたので、いきなりびっくりさせられました。


具体的には左側が NORTON SG WHEEL #80 で、右側が #120。(SG とは seeded gel の略。)恐らく右は Friable aluminum-oxide なのでオフ・コーポレーションの低速グラインダに付いている白色砥石(ホワイトアランダム)でも同様と思われる。
バイト (Bite)
ラフティングガウジ (Roughing Gouge)
![]()

角材を丸棒へする際に用いるガウジです。刃角は 45 度にします。左上のような治具(Oneway 7306 など)でグラインダまでの距離を調整することにより、刃角をグラインダに合わせます。
このとき、グラインダが刃の全体に当たっているかどうかを確認するため、右上のように事前に刃のベベルにマジックで色を付けておきます。こうすることにより治具のセット位置の最終的な微調整を確実に行うことができます。(軽くグラインダを回してみて、マジックが縦方向に全体で消えているか見る。)これは他のバイトでも同様です。
治具をセットしたらバイトをグラインダに当て力を入れずに左右へ回転させます。そして、マジックが全て消えれば、全体がまんべんなく研げたことになります。
刃が研げたらダイヤモンド砥石でバリを取ります。内丸側はアウルのような先の尖ったタイプ(左下)、外丸側は平らなタイプ(右下)で使い分け、力を入れて 1?2 回研ぎます。こうしてバリを整えることにより、切削時の被削材と接する面積が増え、より熱が上がりにくく長切れするようになります。但し、旋盤用のバイトは荒めに研ぐ方がよいとのことで、ここで彫刻刀用の砥石を使うのは逆にバリが完全になくなってしまいよくないとのことでした。


スピンドルガウジ (Spindle Gouge)
![]()
丸棒の加工に用いられるガウジです。スピンドルガウジには刃先を鈍角に丸めたもの(blunt factory)と刃先を尖らせた細かい作業用のもの(fingernail)とがあります。そのためバイトの用途が事前に決まっていないと研ぎ方が決まりません。
用途が決まったら前者は 60 度、後者は 30 度程度の刃角とします。そのためにグラインダの台の角度を調整して砥石にバイトを当てて角度を出します。これはバイトの刃先がおかしくなってしまった場合の修正でも同様で、すると角度がおかしい部分は刃先が尖るのではなく、ずれの分だけ平面が出ます。
 後は、これを右のような治具にセットした上で、この治具の足を上で紹介した治具に置き、研ぎの起点を固定した上で尖るまで研ぎます。(起点を固定する右の治具は刃の出を 45mm など自分なりに決めておく。)
後は、これを右のような治具にセットした上で、この治具の足を上で紹介した治具に置き、研ぎの起点を固定した上で尖るまで研ぎます。(起点を固定する右の治具は刃の出を 45mm など自分なりに決めておく。)
 刃が先端まで研ぎ上がっているかどうかは、グラインダから出る火花がグラインダに沿って下へのみ流れるのではなく、ガウジの内丸側(刃裏側)へも流れてくることで判断します。
刃が先端まで研ぎ上がっているかどうかは、グラインダから出る火花がグラインダに沿って下へのみ流れるのではなく、ガウジの内丸側(刃裏側)へも流れてくることで判断します。
バリを取る以降は(他のバイトも含め)ラフティングガウジと同じです。
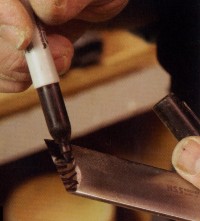
パーティングツール (Parting Tool)
![]()
丸棒の切断、径の寸法決めなどに用います。とはいえ、ペンくらいならパーティングツール 1 本でも加工できるとのことです。私が持っているのは、刃が正面から見たときに菱形となっているダイヤモンド・パーティングツールと呼ばれるものですが、これはいうまでもなく、このままだとグラインダの台に乗せてもバイトが斜めになってしまいます。
そこで、上の治具の写真にある四角の台でバイトを挟むことにより、バイトがグラインダに対して水平となるようにします。そして、刃は側面の研ぐ側が平面ではなく真ん中で少し空くように研ぎます。バリも同様に取ってやります。
スクレーパー (Scraper)
![]()
一般に仕上げなどで用います。刃角は 75 度です。角度を決め刃の全体がグラインダに当たっていることを確認したら、後は研いでバリを取ります。
スキューチゼル (Skew Chisel)
![]()
 一般に上級向けと思われているバイトですが、鈴木さんのお話ではスクレーパーに頼るよりも最初からスキューチゼルで研ぎを含め慣れた方が進歩も早いとのことでした。
一般に上級向けと思われているバイトですが、鈴木さんのお話ではスクレーパーに頼るよりも最初からスキューチゼルで研ぎを含め慣れた方が進歩も早いとのことでした。
というのは研ぎは砥石台に合わせて両面を研げばよいので(もしくは左のような治具を使う)、刃が研ぎやすい -> 刃の研げている状態も理解しやすい -> 加工もうまくいく――とのことにより、なまじスクレーパーで慣れてしまうと後が大変とのことです。
切削時には刃が被削材に対し 45 度となるように当てます。私はこの日に行った初めてのペン作りをこのスキューチゼルのみで加工しました。
ボウル・ガウジ (Bowl Gouge)
旋盤でくりものをする際に用いるガウジです。ガウジの背の部分を被削材に当てながら用いるため、よりバイトの曲面がきれいに連続していないと、連続していない部分できれいに加工できないことになります。基本的な要領はスピンドルガウジと同様です。
謝辞
バイトの研ぎ方に関してご教授いただいた木工旋盤同好会の主宰者である鈴木さんにお礼申し上げます。また、本稿の内容に関して助言をいただいた O さんと A さんにも、この場を借りて感謝いたします。
参考文献
- Thomas Lie-Nielsen『Taunton's COMPLETE ILLUSTRATED Guide to Sharpening』Taunton Press/2004
- Ernie Conover「Learn to Turn Spindles」『FineWoodworking 2002 May/June』Taunton Press/p.68-73
- Richard Raffan『Turning Wood』Taunton Press/2003 (DVD)
- Alan Lacer『The skew chisel』www.woodturninglearn.net/? (DVD)